¿Qué es el proceso de fusión a tope?
- participación
- Tiempo de Publicación
- 2023/1/6
Resumen
El proceso de fusión de tuberías asociado es un proceso ampliamente aceptado que une dos piezas de tubería termoplástica con calor y presión.
El proceso de fusión de tuberías asociado es un proceso ampliamente aceptado que une dos piezas de tubería termoplástica con calor y presión.
El proceso de fusión a tope se encuentra bajo el paraguas más amplio de la soldadura de plástico e implica el calentamiento de dos componentes de plástico separados; por lo general, dos tubos o un tubo y un accesorio. Históricamente, este proceso se aplicó principalmente al polietileno, pero recientemente el polipropileno ha experimentado un rápido crecimiento. Sin embargo, el proceso es general para la mayoría de las tuberías termoplásticas. En su nivel más simple, una placa calefactora eléctrica aplica calor a los extremos de ambas partes simultáneamente hasta que se produce la fusión. Luego, se retira la placa del calentador y se aplica presión durante un período de tiempo específico creando "cordones de soldadura". La junta tiene una apariencia típica cuando se construye correctamente y se usa en inspecciones o auditorías conjuntas, especialmente para aplicaciones críticas como tuberías de gas natural. Si bien los detalles de temperatura, presión y tiempo dependerán del material polimérico, los conceptos básicos son los mismos.

La junta o "soldadura" que se crea entre los dos componentes de plástico puede soportar las cargas finales y funciona casi igual que las tuberías originales sin la soldadura.
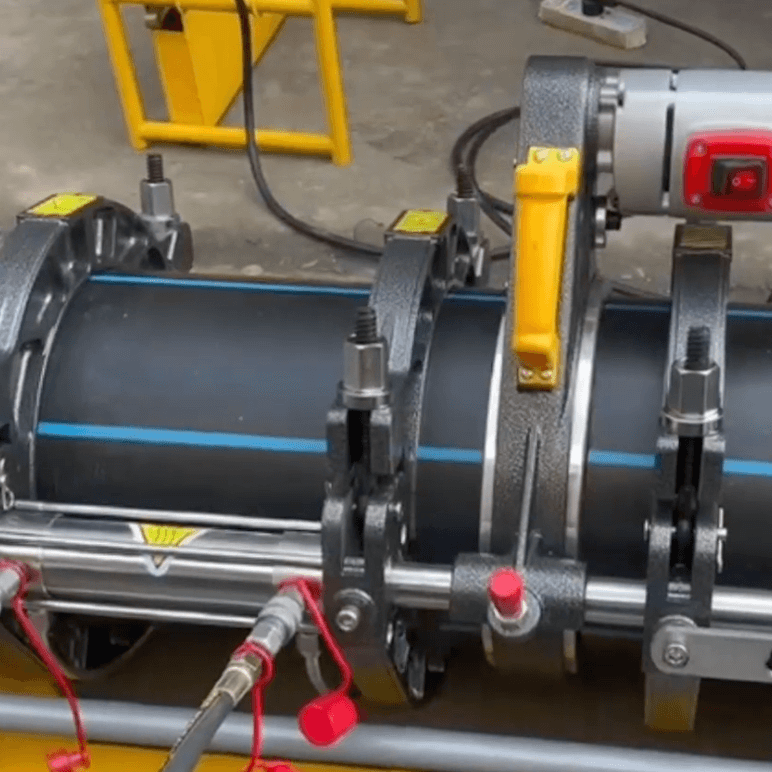
Para tuberías más grandes, se usa una máquina de soldadura por fusión a tope para permitir un control preciso de varios factores adicionales, que incluyen:
- ovalidad y alineación
- la cuadratura y limpieza de la superficie
- tiempo de remojo de calor
- temperatura de la placa del calentador
- ancho de cuenta
- presión interfacial
- tiempo de enfriamiento
¿POR QUÉ UTILIZAR TUBERÍA FUSIBLE?
Económico
Las tuberías fusionadas con calor crean sistemas sin fugas, reducen las necesidades de mantenimiento o reparación y conservan los recursos.
Sin costura
Las tuberías termoplásticas fusionadas crean una tubería monolítica con menos transiciones mecánicas, lo que significa menos oportunidades de fugas.
Una vida más larga
Se espera que las tuberías termoplásticas, como el HDPE, duren hasta 100 años, lo que ahorra costos de reemplazo.
Resistente a la corrosión
Las tuberías termoplásticas no se oxidan ni corroen y son resistentes a la abrasión química.
Difícil
Las tuberías termoplásticas pueden soportar daños comunes, vibraciones y golpes de ariete
PREGUNTAS FRECUENTES
¿Cuál es el tiempo de enfriamiento correcto?
La unión fundida debe mantenerse inmóvil bajo fuerza hasta que se enfríe adecuadamente para desarrollar resistencia. Los tiempos de enfriamiento adecuados para la junta dependen del material, el diámetro de la tubería y el grosor de la pared, y los establece el fabricante de la tubería o las normas aplicables de la empresa, locales, estatales o federales. Permitir tiempos adecuados bajo fuerza para el enfriamiento antes de retirarlos de las abrazaderas de la máquina es importante para lograr la integridad de la unión.
¿Cómo se alinean correctamente los extremos de los tubos?
Los extremos de la tubería deben estar redondeados y alineados entre sí para minimizar el desajuste (alto-bajo) de las paredes de la tubería. Esto se puede lograr ajustando las mordazas de sujeción hasta que coincidan los diámetros exteriores de los extremos de la tubería. Siempre asegúrese de que la tubería ingrese a la máquina nivelada y recta, luego apriete el lado alto hasta que los extremos de la tubería estén nivelados. El uso de soportes de tubería le permitirá llevar la tubería a la máquina de fusión en un plano nivelado, lo que ayuda mucho en la alineación y también reduce el arrastre en las mordazas móviles. Cuando trabaje con tubería enrollada, si las coloca en la máquina en una configuración S, los extremos de la tubería se alinearán más fácilmente.
¿Por qué siempre debo enfrentarme a las paradas?
Los cortadores WEIPING están equipados con topes mecanizados. Estos topes proporcionan un remate en escuadra al garantizar que el refrentado se mantenga perpendicular a los extremos de la tubería. Esto también establece una distancia controlada entre la tubería y la superficie de la mordaza para proporcionar un redondeo y una alineación de la tubería óptimos.
¿Cuánto material se debe enfrentar desde los extremos de la tubería?
Se debe quitar un mínimo de (1) revolución completa en cada extremo de la tubería para exponer el material limpio adecuado para la fusión a tope. Siempre mire hacia los topes para asegurar un ángulo recto perpendicular a la tubería.
¿Se deben limpiar los extremos de los tubos después del revestimiento?
Siempre limpie los extremos de la tubería antes de la operación de refrentado para asegurarse de que estén libres de suciedad y contaminación. Después de enfrentar la tubería, se debe tener cuidado de quitar todas las virutas del área de fusión. Quite las partículas sueltas con un paño limpio no sintético. Consulte siempre los parámetros y procedimientos recomendados por el fabricante de la tubería. Para tuberías fuera de los Estados Unidos, utilice las temperaturas prescritas por las normas aplicables de la empresa, locales, estatales o federales.
¿Cuánta fuerza se debe aplicar para hacer una unión por fusión?
Una vez que los extremos de la tubería se han calentado correctamente, se retira la herramienta del calentador y los extremos de la tubería fundidos se juntan con suficiente fuerza para mezclar correctamente los materiales de la tubería y formar una unión homogénea. Las instrucciones del fabricante de la tubería pueden especificar la presión de la interfaz o el tamaño del cordón del material fundido como guía para una unión adecuada. Consulte siempre los parámetros y procedimientos recomendados por el fabricante de la tubería. Para tuberías fuera de los Estados Unidos, utilice las temperaturas prescritas por las normas aplicables de la empresa, locales, estatales o federales.
¿Cuánto tiempo se debe mantener la fuerza de fusión para garantizar una junta de alta calidad?
La unión fundida debe mantenerse inmóvil bajo fuerza hasta que se enfríe adecuadamente para desarrollar resistencia. Los tiempos de enfriamiento adecuados para la junta dependen del material, el diámetro de la tubería y el grosor de la pared y los establece el fabricante de la tubería. Permitir tiempos adecuados bajo fuerza para el enfriamiento antes de retirarlos de las abrazaderas de la máquina es importante para lograr la integridad de la unión.
Si está trabajando en un proyecto de fusión a tope o tiene preguntas/problemas relacionados con este proceso, comuníquese con nuestros especialistas en fusión.